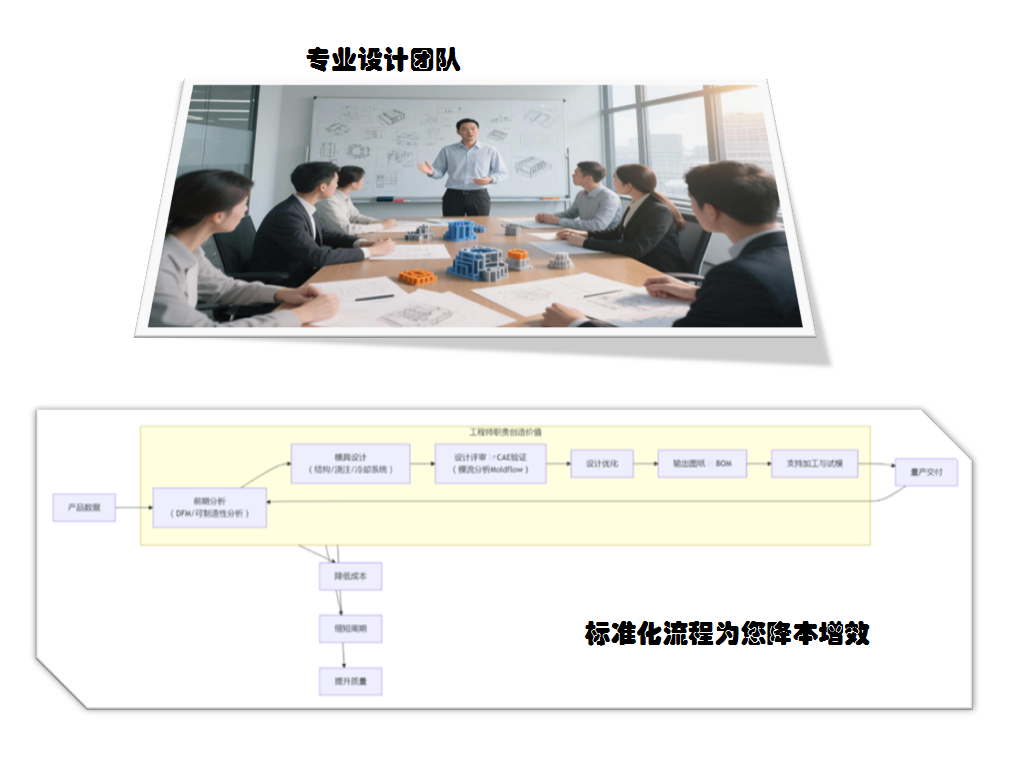
您好,歡迎訪問(wèn)我們網(wǎng)站,我們?yōu)槟峁?zhuān)職注塑模具設(shè)計(jì)服務(wù)!
服務(wù)熱線
掃碼二維碼
立即聯(lián)系
版權(quán) ? 2024-2099 昆山市周市鎮(zhèn)中正通模具設(shè)計(jì)中心 .保留所有權(quán)利. ICP備案:蘇ICP備2022004992號(hào)-1 公安備案:![]() 蘇公網(wǎng)安備32058302001726
蘇公網(wǎng)安備32058302001726
![]()
電話聯(lián)絡(luò)